Check Éischt
Kontrolléiert de Gürtel fir ongewéinlech Konditiounen oder Verschleisschued virum Start.
Inspektéiert a vergewëssert Iech datt de Catenary Sag vum Gürtelbunn an der richteger Positioun ass.
Wann de Fërderband d'Spannungsjustéierung adoptéiert, kontrolléiert et a gitt sécher datt d'Gürtelspannung net exzessiv ass.Iwwerschreift net d'Kraaft, déi de Gürtel kann aushalen, ausser fir de gedréckten Transportband.
Kontrolléiert all ënnerstëtzend Roller a gitt sécher datt se an engem gudden rotativen Zoustand sinn.
Iwwerpréift de Fuert / Leedler Kessel fir exzessive Verschleisschued
Iwwerpréift d'Verbindungspositioun tëscht Kesselen an dem Gürtel fir all Objeten ze entfernen, déi dobannen hänke bliwwen.
Check all wearstrips an halen Schinne fir all ongewéinlech oder exzessiv Verschleiung Schued.
Check souwuel vun fueren an idler shafts, a sécherstellen se mat der Fërderband integréiert sinn.
Kontrolléiert all Positiounen déi erfuerderlech waren ze schmieren a vergewëssert Iech datt se an normale Konditiounen sinn.
Kontrolléiert all Positiounen, déi néideg waren fir de Fërdersystem ze botzen.
Botzen Bedeitung
Wann Dir de Gürtel botzt, ass et néideg fir d'Spullmëttel ze vermeiden, déi ätzend Zutaten enthält.
Obwuel et effektiv an nëtzlech ass, d'Wäschmëttelen ze benotzen fir den Dreck ze wäschen;Wéi och ëmmer, et kann och d'Plastikmaterial vum Gürtel beaflossen an och d'Liewensdauer vum Gürtel verkierzen.
HOGSBELTconveyor Serien Produite sinn am Fong entworf mat einfach Botzen an Drainage Fonctiounen;dofir, et ass déi richteg Manéier Rimmer vun héich Drock Waasser oder kompriméiert Loft ze botzen.
Ausserdeem ass et néideg fir den Dreck an aner zerbriechend Objeten aus dem ënneschten oder bannenzegen Deel vum Fërderband ze botzen.Gitt w.e.g. sécher datt d'Maschinn d'Kraaft ausschalt fir eng Verletzungsméiglechkeet ze vermeiden.An e puer Uwendungen fir Liewensmëttelproduktioun ginn et e puer soggy Miel, Sirop oder aner Reschtobjeten déi an de Fërdersystem falen an d'Verschmotzung vum Fërderband entstoen.
E puer Pollutanten wéi Stëbs, Kies, Sand oder cullet kënnen och de Fërdersystem beaflossen fir mat eeschte Probleemer ze begéinen.Dofir ass d'Routine oder periodesch Botzen fir de Fërdersystem déi wesentlech Aarbecht fir d'Ausrüstung an normale Konditiounen ze halen.
Ënnerhalt
D'routinéiert oder periodesch Untersuchung vum Fërderband ass haaptsächlech fir e puer ongewéinlech Probleemer ze vermeiden, an Iech ze hëllefen de Fërderband z'erhalen ier d'Feelsituatiounen optrieden.Allgemeng kënnen d'Benotzer d'Verschleiungskonditioun duerch visuell Inspektioun iwwerpréiwen, an entscheeden ob et néideg ass mat all Ënnerhalt oder Ersatz virzegoen oder net.W.e.g. kuckt op Trouble Shooting am lénksen Menü fir Ënnerhalt an Ersatzzwecker.
De Fërderband huet eng gewësse Liewensdauer ënner regelméissege Gebrauch;d'Garantie fir HONSBELT Fërderbänner ass 12 Méint.No enger laanger Zäit benotzt, gëtt de Gürtel ofgeschnidden, ofgeleet wéinst Iwwerlaaschtung oder d'Distanz vergréissert.Fir all Grond war uewen ernimmt wäert zu der falscher Engagement tëscht dem Rimm an sprockets Resultat.Et ass néideg de Gürtel zu där Zäit z'erhalen oder z'ersetzen.
Wärend dem Fërderverkéier ginn de Fërdergürtel, d'Kleederstreifen an d'Sprockets spontan trauen.Wann et eng Abrasiounssituatioun vum Fërdergürtel gëtt, empfehle mir Iech mat neie Gürtelaccessoiren ze ersetzen, fir de Fërderband an normalen Bedéngungen ze halen.
Allgemeng, wann de Fërderband mam neie Gürtel muss ersat ginn, sinn d'Verschleißstreifen an d'Sprockets staark recommandéiert zur selwechter Zäit ze erneieren.Wa mir entweder vun hinnen vernoléissegen, kann et den Ausschlagschued vum Gürtel erhéijen an d'Liewensdauer vum Gürtel an Accessoiren verkierzen.
Meeschtens HOGSBELT Fërderband brauch nëmmen nei Gürtelmoduler mat der Schuedpositioun ze ersetzen, et brauch net de ganze Gürtel z'änneren.Just de beschiedegten Deel vum Gürtel disassemble, a mat neie Moduler ersetzen, an da kann de Fërderband einfach zréck an d'Operatioun kommen.
Sécherheet & Warnung
Wann de Fërderband funktionnéiert, ginn et verschidde geféierlech Positiounen op déi d'Bedreiwer, d'Benotzer an d'Ënnerhaltspersonal oppassen.Besonnesch déi ugedriwwe Sektioun vum Fërderband kann et an de mënschleche Kierper klemmen oder schueden;dofir, jidderee muss déi richteg Ausbildung an Ausbildung vun conveyor Betribssystemer am Viraus hunn.Et ass och noutwendeg fir déi geféierlech Warnungen an Indikatioun op der Geforpositioun mat spezielle Faarf oder Warnschëlder ze markéieren, fir ze vermeiden datt en versehentleche Risiko wärend dem Fërderbetrieb geschitt.
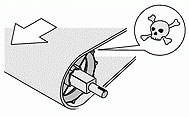
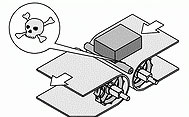
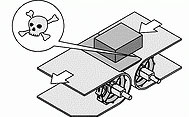
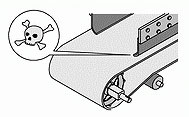
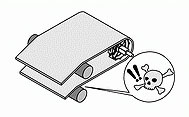
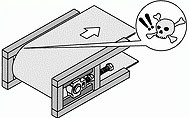
Indikatioun vu geféierlecher Positioun
▼ D'Positioun, déi d'Sprocket mam Rimm engagéiert.
▼ D'Positioun datt zréck Wee Aachterbunnen Kontakt mat Rimm.
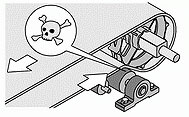
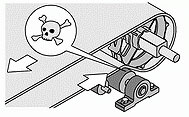
▼ D'Positioun déi Idler Sprocket mat Gürtel engagéiert huet.
▼ Spalt vun der Transfert Positioun tëscht conveyors.
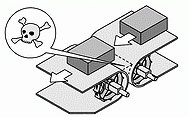
▼ Den Intervall tëscht Fërderer mat enger Transferroller.
▼ Den Intervall tëscht Fërderer mat enger doudeger Plack.
▼ D'Positioun datt de Rimm mat Säit Präventioun kontaktéiert.
▼ D'Réckbéien Radius Positioun an droen Manéier.
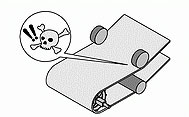
▼ D'backbend Radius Positioun am Retour Wee.
▼ D'Positioun déi Rimmrand kontaktéiert mam Frame.
Gürtel brécht
| Grond | Léisung Method |
| Kraaftausfall wärend der grousser Quantitéit vu Produkter droen, wärend d'Kraaft zréck ass, fänkt de Fërderband séier mat voller Luede unzefänken, de staarke Pullstress vu Spannungen verursaacht Fërdergürtel auserneen. | Ewechzehuelen droen Produiten aus Gürtel an ersat déi nei Moduler um gebrach Beräich, dann Start-up de System erëm. |
| Hindernisser ginn tëscht dem Fërderrahmen an dem Gürtel gegrënnt, sou wéi d'Loosstrooss oder d'Späichere vun de Stützstreifen.Dës kënnen d'Situatioun vun Iwwerlaascht verursaachen an de Fërderband beschiedegen. | Eliminéiert Hindernisser an ajustéiert de Kontaktspalt tëscht Fërderrahmen an dem Rimm. |
| Backbend Radius Positioun war vun auslänneschen Objeten an der Spalt tëscht Plastik Rimm Moduler Déngen. | Kuckt w.e.g. Backbend Radius am Incline or Decline Design Chapter. |
| Ofwäichung vum Gürtellaf verursaacht d'Zerstéierungsverstoppung, sou wéi en anormalen Impakt oder Kontakt mat Befestigungsschrauwen op Maschinnrahmen. | Kontrolléiert d'Maschinnrahmen komplett, an iwwerpréift all anormalen Schleckzoustand, besonnesch op deene Schrauwen. |
| Rodlets falen aus dem Sperrloch, hunn d'Scharnierstangen aus dem Fërderbandrand eraus gefouert an de banneschten Frame vum Maschinnkierper gestoppt. | Ersetzen déi beschiedegt Fërderbandmoduler, Scharnierstangen a Sperrstangen.a kontrolléiert all anormalen Zoustand suergfälteg. |
| De Réckbéiungsradiuswinkel ass ze schmuel, wat zu Schued resultéiert wéinst der Kompressiounsverstoppung. | Kuckt w.e.g. Backbend Radius am Incline or Decline Design Chapter |
Schlecht Engagement
Droen
| Grond | Léisung Method |
| Et gëtt e Wénkelabwechslung vum Fërderrahmen. | Ajustéieren d'Struktur vun der conveyor. |
| Wearstrips installéieren net parallel mam Fërderrahmen. | Ajustéieren d'Struktur vun der conveyor. |
| Kee passende Abstand gouf reservéiert fir d'Gürtelbreet an d'Säitrahmen vum Fërderband | Kuckt w.e.g. Basis Dimensioun am Design Spezifizéierung Kapitel. |
| D'Ëmfeld vun der Fërderoperatioun huet eng grouss Ännerung vun der Temperatur an der thermescher Expansioun a Kontraktioun. | Kuckt w.e.g. Expansiounskoeffizient am Design Spezifikatioun Kapitel. |
| D'Mëtt Sprocket sperrt net genau op d'Mëttpositioun vum Fuert / Leerwelle vum Fërderband | Demontéiert d'Sprocket vum Schaft a setzt se op déi genee Mëttelpositioun vum Schaft zréck. |
| D'Mëtt riicht Linn vum Fërdergürtel ass net richteg mat der Mëtt Sprocket engagéiert. | Ajustéiert d'Struktur vum Fërderband fir de richtegen Engagement. |
Ongewéinlech Sound
| Grond | Léisung Method |
| D'Verformung vun der Fërderstruktur verursaacht datt de Kesselnub net fäeg ass de richtegen Engagement mam Kegelraum ënner der Uewerfläch vum Fërdergürtel ze hunn. | Ajustéiert den Drive / Idler Schacht an 90 Grad op de Fërderrahmen. |
| Fir de fuschneie Fërderband sinn et e puer Burrs op Plastiksmoduler no der Injektiounsformung. | Dëst wäert d'Betribsfunktioun vum Gürtel net beaflossen, d'Burr verschwannen no enger laanger Operatioun. |
| Sprockets an de Fërderband sinn exzessiv Ausschnëtter oder de Rimm selwer exzessiv Ausschnëtter. | Ersetzen nei Sprockets oder neie Fërderband. |
| D'Ënnerstëtzungspositioun vum Fërdergürtel adoptéiert net niddereg Reibungskoeffizientmaterial fir Ënnerstëtzungsafstander ze fabrizéieren. | Ersetzen d'Ënnerstëtzungsstécker déi aus Plastiksmaterial mat nidderegen Reibungskoeffizient gemaach goufen. |
| De Fërderrahmen ass geléist. | Kontrolléiert de ganze Frame vum Fërderband a befestegt all eenzel Schrauber. |
| Aner Objete stécht am gemeinsame Spalt vun Moduler goufen fonnt. | Eliminéiert déi aner Objeten a botzt de Gürtel. |
| Wéinst der Temperaturvariatioun huet de Fërderband eng grouss Ännerung vun der thermescher Expansioun a Kontraktioun. | Gitt w.e.g. op Temperaturberäich vu Gürtelmaterialien a wielt de Fërderband dee gëeegent ass fir an der bestëmmter Temperaturberäich ze gëllen. |
Zidderen
| Grond | Léisung Method |
| Den Intervall tëscht Retour Wee Rollers sinn exzessiv. | Fir e richtegen Intervall tëscht Roller unzepassen, kuckt w.e.g. op Catenary Sag Table am Gürtellängt & Spannungs Kapitel. |
| Exzessiv Curve vun catenary sag am Retour Wee kann de Kontakt Wénkel tëscht der catenary sag Positioun an zréck Wee Rollers verursaache precipitous ginn.Dat géif zu der Pechbewegung vum Gürtel resultéieren, an d'Idle Sprocket kann d'Retour Spannung net glat absorbéieren.De Gürtel funktionnéiert an engem trimmen Zoustand. | Fir e adäquate Intervall tëscht Rollers unzepassen, kuckt w.e.g. Catenary Sag Table am InclLength & Tension Kapitel. |
| Ongerechte Gelenk vun de Verschleißstreifen an d'Haltschinne géifen d'Operatioun vum Gürtel beaflossen. | Ajustéieren oder Refit Hold down Schinne.D'Schinne an der Gürtelentrée musse veraarbecht ginn an Invert Dräieck. |
| Et gëtt en exzessive Réckgang am Wénkel vun der Gelenkpositioun tëscht dem Drive / Leederwelle an der Ënnerstëtzungspositioun. | Kuckt w.e.g. Basis Dimensioun am Design Spezifizéierung Kapitel. |
| De Réckbéiungsradius vum Gürtel entsprécht net de Minimum Radiusbegrenzung vum Design. | Kuckt w.e.g. Backbend Radius Ds am Incline or Decline Design Kapitel. |
| Den Duerchmiesser vun de Réckwee Roller oder wearstrips ass ze kleng;et géif zu der Verformung vun de Wäschstreifen féieren. | Weg kuckt op Return Way Rollers am Retour Way Support Kapitel. |
| D'Retour Spannung vum Gürtel ass net ganz mat der Droe Spannung vum Gürtel entsprécht. | Ajustéiert d'Spannung richteg, et kann och entweder d'Längt vum Fërderband erhéijen oder reduzéieren. |
| EASECON dréiende Fërderband huet exzessive bannenzege Radius. | Ajustéiert d'Fërdergürtelspannung richteg wéi uewen ernimmt, oder ersetzt direkt d'Holzschinne mat dem Material mat engem nidderegen Reibungskoeffizient wéi Teflon oder Polyacetal.Benotzt Seefflëssegkeet oder Schmierstoff um banneschten Rand vun den Haltschinne, ieweschte Kleedungsstreifen an den ënneschten Niveau ass och verfügbar.Dës Method kann hëllefräich sinn de Problem ze léisen. |
Uewerfläch Narben
| Grond | Léisung Method |
| Onbewosst Ausschneiden vun der Klingenaarbecht huet e puer déif Narben op der Gürtelfläch hannerlooss. | Sandpapier d'Gürtelfläch glat.Wann d'Struktur vum Gürtel e seriöse Schued huet, ersetzt w.e.g. déi beschiedegt Positioun mat neie Moduler. |
IQF
| Grond | Léisung Method |
| Feeler Operatioun am conveyor Start vun Individuelles séier gefruer Prozedur, an Rimm Moduler sinn duerch extrem kal Temperatur Déngen, géif an der staark Spannung Resultat wann System Start-up;et ass exzessiv méi héich wéi d'Spannkraaft déi de Fërdergürtel konnt aushalen. | Sécherstellen, datt de System Start-up mat korrekt Prozedur, an ersetzen nei Moduler um futtisse Beräich;dann de conveyor no korrekt Prozedur ufänken.Gitt w.e.g. op Niddereg Temperatur am Ënnerstëtzungsmethod Kapitel. |
| D'Gürtellängt ass ze kuerz, an et wäert ausernee platzen wéinst der thermescher Expansioun a Kontraktioun. | W.e.g. kuckt op Expansiounskoeffizient am Design Spezifizéierung Kapitel, fir déi korrekt Gürtellängt ze berechnen déi erfuerderlech ass. |
| Breet Kontaktfläch tëscht Verschleißstreifen an dem Fërdergürtel verursaachen datt d'Äis opstapelt. | Wielt méi schmuel wearstrips fir d'Kontaktberäich ze reduzéieren, kuckt w.e.g. op Low Temperature am Support Method Kapitel. |
| Grouss Temperaturvariatioun vun der thermescher Expansioun an der Kontraktioun wäert zu de Fërderrahmen verformen a verdréien. | Wärend der Fabrikatioun vum integralen Fërderband soll d'Verbindungseenheet vum Längsrahmen op d'mannst 1,5 M Distanz halen. |